سیستم جامع اتوماسیون در کوره های پیش گرم تولید فولاد



مقدمه:
با پیشرفت تکنولوژی و تکنیک های طراحی مدرن، راه حل های به تصویب رسیده برای کنترل پیچیده تر وهمه جانبه اجزاء کنترلی کوره های پیشگرم می تواند جان تازه ای به سایت های قدیمی بدهد، یکی از پیشرفت های اعمال شده به کوره های قدیمی تر برای افزایش راندمان، استفاده از سیستم جامع اتوماسیون میباشد.
به اختصار دو نوع سیستم کنترل ساده و پیچیده معرفی میگردد.
الف) سیستم کنترل بر پایه کنترلر دما (PID):
در این روش سیستم کنترل هر منطقه حرارتی (Zone) بصورت PID Close-Loop برای هر منطقه میباشد.
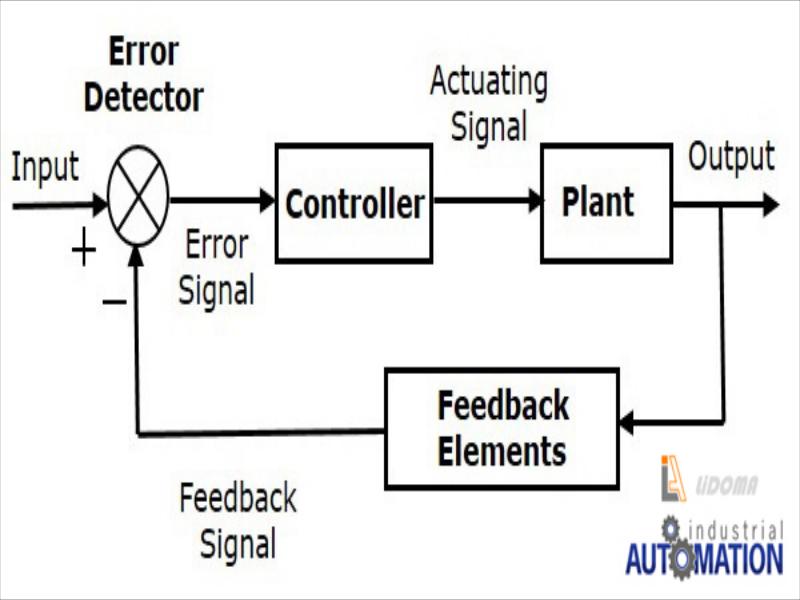
دیاگرام کنترل تک حلقه <تصویر-1>
در کنترل تک حلقه ، یک کنترل کننده مکانیسم یک سیستم را تعیین می کند، این روش ساده شامل نقطه تنظیم کنترلر است که توسط اپراتور تنظیم شده است به عنوان ورودی و یک خروجی که یک عنصر کنترل نهایی (Actuator) را به حرکت در می آورد، این روش برای برنامه های معمول که دارای ویژگی های جریان خطی هستند مناسب است و در پایه ریزی این سیستم برای کوره های پیشگرم که دارای چند منطقه حرارتی هستند معمولا کنترل مناطق حرارتی بطور مستقل صورت میپذیرد زیرا اجزاء کنترل دارای کاربرد مستقل هستند و فاقد ترکیب پذیری میباشند، درصورتی که کوره پیشگرم یک واحد عملیات حرارتی با مناطق مختلف میباشد و رفتار کنترلی هر منطقه باعث ایجاد نویز در بازخورد ((Feedback مناطق مجاور میگردد.
از دیگر معایب این سیستم میتوان به بالا بودن هزینه قطعات با قابلیت گزارشگیری (Data Recording) و نمایش نمودار (Curve-Graph) و همچنین محدود بودن سیگنالهای هشدار و عملیات سیستم در زمان بروز خطا اشاره کرد.
ب) سیستم جامع اتوماسیون بر پایه PLC:
در این روش بخاطر پیچیده تر بودن بازخورد ودرجه دقت بیشتر رویکرد کنترل آبشاری (Cascade-Control) درنظر گرفته میشود، کنترل آبشاری یک اجرای کنترلی است که به یک برنامه اجازه می دهد تا نسبت به اختلالات واکنش نشان دهد و نسبت به نویز حساسیت کمتری داشته باشد، در این روش از دو یا چند حلقه کنترلی برای نظارت بر سیگنالهای مختلف استفاده می شود، بنابراین یک کنترلر که نقطه تنظیم دیگری را هدایت می کند در اصل این عناصر غیرخطی (نویز) را از متغیر کنترل نهایی جدا می کند.
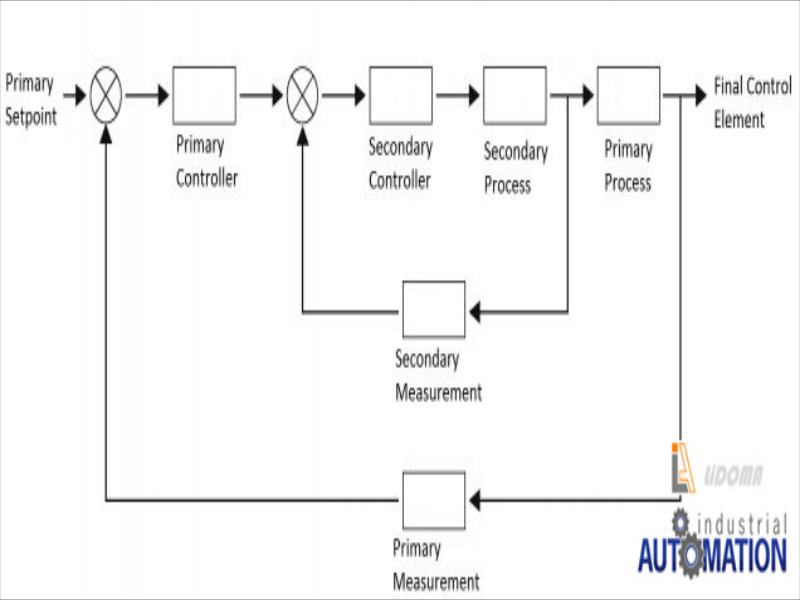
دیاگرام کنترل آبشاری <تصویر-2>
ساده ترین مثال از یک طرح کنترل آبشاری شامل دو حلقه کنترل است که برای کنترل یک متغیر اصلی ، دو سیگنال اندازه گیری را کنترل می کنند، خروجی کنترلر اولیه، نقطه تعیین شده برای کنترلر ثانویه را تعیین می کند، سپس از خروجی کنترلر ثانویه برای تنظیم متغیر کنترل استفاده می شود، کنترلر ثانویه به سرعت تغییر می کند در حالی که کنترل کننده اولیه به آرامی تغییر می کند، به طوری که نویزها روی بازخورد نمی توانند کنترل اولیه را مختل کنند.
در پایه ریزی مکانیسم این سیستم علاوه بر کنترل همه مناطق حرارتی و لحاظ کردن موارد هشدار و ایمنی، عملیات توزیع حرارتی مناطق مختلف کوره بطور اتوماتیک بر اساس نواخت خروجی کوره صورت میپذیرد و منجر به بهینه سازی مصرف سوخت و کاهش اکسیداسیون میگردد برای نیل به این هدف شرایط عملکرد کوره در چند حالت تعریف شده کنترلی انجام میگردد که عبارتند از:
- زینترینگ و استارت آپ کوره سرد
- حالت تولید مداوم
- حالت نگهداری موقت (توقف کوتاه مدت)
- حالت نگهداری طولانی (توقف شیفت کاری)
همچنین علاوه بر کنترل حرارتی مناطق کنترل فشار محفظه احتراق نیز مد نظر است، درتوضیح این روش برای انجام عملیات بهینه سازی لازم است تابع هدف که رابطه ای غیر خطی با فشار محفظه احتراق، دمای هوای پیشگرم شده ورودی به سیستم، درصد هوای اضافی و دیگر گازهای محفظه احتراق، به دست آید پارامترهایی که بهینه سازی بر اساس آنها انجام می شود عبارتند از :
- فشار محفظه داخلی کوره
- دمای هوای خروجی از رکوپراتور
- درصد هوای اضافی در ناحیه دودکش (اکسیژن)
- نسبت دبی سوخت و هوا در حالتهای تولید و نگهداری
تنظیم کنترل آبشار که در همین سناریو نیز استفاده می شود به شما امکان می دهد تا علاوه بر جلوگیری از نفوذ هوای ناخواسته به محفظه احتراق، نوسانات در میزان جریان گازهای احتراق را اصلاح میکند تا سرعت جریان گازهای احتراق بر روی توزیع مناسب حرارت مناطق تأثیر نگذارد. به عبارت ساده کنترلر ثانویه تنظیم خود را انجام می دهد و کنترل کننده اصلی در پایین دست دما را در نقطه مورد نیاز حفظ می کند.
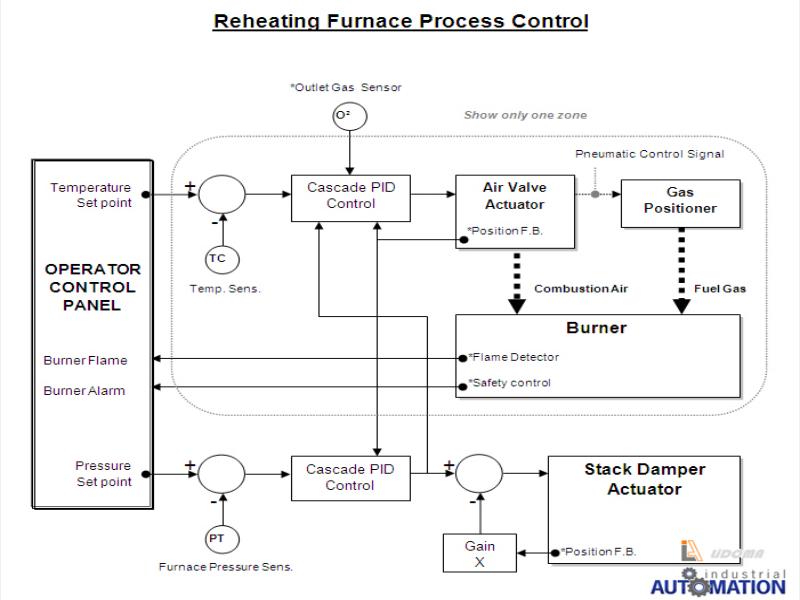
اجزاء پروسه کنترل بطور خلاصه <تصویر-3>
جمع بندی:
یک سیستم جامع کنترل ذاتاً پیچیده تر از یک سیستم کنترل تک حلقه است ، زیرا تجهیزات و ابزار بیشتری مورد نیاز است که به نوبه خود می تواند هزینه های نصب را بالا ببرد. همچنین تنظیم اولیه تنظیم کننده های آبشار نیز با تغییر نقطه تنظیم و اضافه شدن پارامترهای اضافی مشکل تر می شوند.
ولی مزایای مورد قبول این طرح پاسخ مناسبی برای لزوم استفاده از این سیستم میباشد:
- افزایش سرعت تولید
- کاهش زیان ضایعات
- فرایند کنترل پیچیده تر بهمراه اپراتوری ساده تر
- مدیریت و گزارشگیری و نمودارسازی فرایند تولید
- بالا بردن ضرایب ایمنی و هشدار
- امکان انتقال تجربه و دانش اپراتور به سیستم
به هر حال میتوان به این نتیجه رسید که سیستم کنترل جامع علاوه بر مزایای ذکر شده با کاهش هزینه تولید امکان بازگشت سرمایه گذاری را ممکن مینماید.
موفق و پیروز باشید (حسن ره انجام)

